ISO9001认证专业光学元件制造商&供应商
+86-0431-87911611 admin@ytoptics.com
产品分类
联系我们



RMSi和 RMSa对比
发布时间:2026-3-3
一、核心概括:
RMSi: 描述表面微观起伏的不规则度,主要指“粗糙度”。
RMSa: 描述表面宏观形状与理想形状的偏差,主要指“面形误差”。
它们虽然都是“均方根”值,用于量化表面的“不完美”,但关注的空间频率(波长)范围完全不同。
下图清晰展示了二者的区别与测量方法:
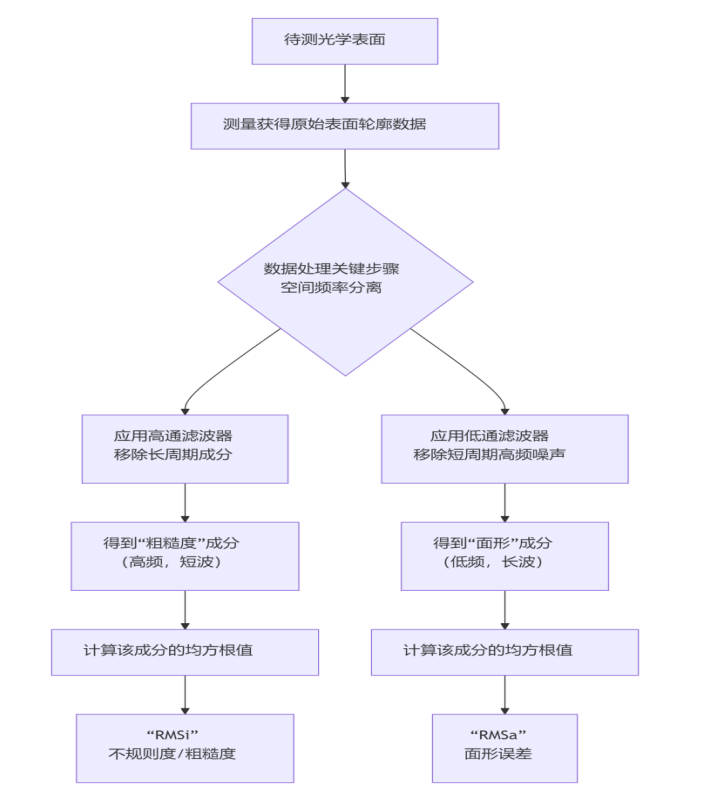
二、下面进行详细解释:
RMSi (Root Mean Square irregularity) - 不规则度/粗糙度
1、定义:在移除了表面宏观形状(球面、非球面、平面等)和中等空间误差之后,剩余的高频、小尺度随机起伏的均方根值。
2、关注范围:高空间频率成分。通常对应于加工过程中留下的工具痕迹、抛光颗粒造成的麻点、材料微观不均匀性等。其特征尺寸(波长)通常远小于光学元件的口径。
3、测量与计算:
需要使用高分辨率的轮廓仪(如白光干涉仪、原子力显微镜)在小范围内测量。
对测量数据先进行“倾斜移除”和“最佳拟合球面/平面移除”,再应用高通滤波器滤除中低频成分,最后对剩余的高频轮廓数据计算均方根值。
4、主要影响:
散射损耗:导致光能量从主光线方向散射出去,降低系统的对比度和信噪比,小角度散射。
对成像系统的MTF(调制传递函数) 在中高频率段有显著影响。
5、典型应用:激光系统、高分辨率成像系统、X射线光学元件,任何需要极低散射的应用场景。
典型值:从普通抛光(~10 nm RMSi)到超光滑抛光(< 0.5 nm RMSi)不等。
RMSa (Root Mean Square accuracy) - 面形精度
1、定义:实际光学表面与设计的理想表面(如理想球面、理想抛物面)之间偏差的均方根值。这个偏差是整体性、系统性的。
2、关注范围:低空间频率成分。描述了表面的整体形状“对不对”,比如是球面但曲率不对,或者带有像散、彗差等像差形式的误差。
3、测量与计算:
通常使用干涉仪(如菲索干涉仪、相移干涉仪)在整个光学口径上进行测量。
将测得的波前图(或面形图)与理想参考波前(或面形)相减,得到面形误差图,然后直接计算整个区域内所有数据点的均方根值。
4、主要影响:
波前误差:直接导致光学系统的成像质量下降,引入像差(离焦、像散、球差等)。
影响系统的斯特列尔比、PSF(点扩散函数) 和焦斑能量集中度。
5、典型应用:所有成像光学系统、望远镜、光刻机镜头、激光谐振腔反射镜。
典型值:从普通光学(λ/10 RMSa,约63 nm @ 632.8 nm)到极精密光学(λ/1000 RMSa,约0.6 nm @ 632.8 nm)不等。
关键对比表格
|
特性 |
RMSi (不规则度/粗糙度) |
RMSa (面形精度) |
|
本质 |
微观随机起伏,粗糙度 |
宏观系统偏差,形状误差 |
|
空间频率 |
高(短波长) |
低(长波长) |
|
尺度 |
远小于元件口径(微米级特征) |
与元件口径相当或更大 |
|
测量工具 |
轮廓仪、白光干涉仪、AFM |
相移干涉仪 |
|
数据处理 |
需移除宏观形状并高通滤波 |
直接与理想面形比较 |
|
主要影响 |
散射, 降低信噪比与对比度 |
波前误差/像差, 降低成像分辨率与Strehl比 |
|
类比 |
一张纸的表面纤维粗糙程度 |
一张纸被揉搓后产生的整体褶皱 |
三、重要关系与总结
1、分离但共存:一个实际光学表面的总误差包含RMSa(低频)、中频误差和RMSi(高频)等多个频段成分。完整的表征需要分析其功率谱密度。
2、不同工艺控制:
RMSa 主要由成型、研磨、粗抛工艺决定,反映了制造者控制整体形状的能力。
RMSi 主要由最终的精抛、抛光工艺和材料本身决定,反映了获得超光滑表面的能力。
3、应用导向:
对于成像系统(如相机、望远镜),RMSa通常更为关键,因为它直接影响成像清晰度。
对于高功率激光系统或低散射应用(如引力波探测),RMSi极其关键,因为微粗糙度会吸收或散射激光,导致元件热畸变甚至损坏。
4、单位:两者通常都用长度单位表示(如纳米nm)。但RMSa也常用波长的分数表示(如λ/20),其中λ通常指632.8nm(He-Ne激光)。
简而言之:RMSa告诉你镜子的“形状”对不对,RMSi告诉你镜子的“表面”光不光滑。两者共同决定了一个光学元件的最终性能。
上一条 : 石英材料的对比 下一条 : 偏振光原理指南:定义、应用以及为什么需要区分P光和S光?
 |
|
|
|
|